 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
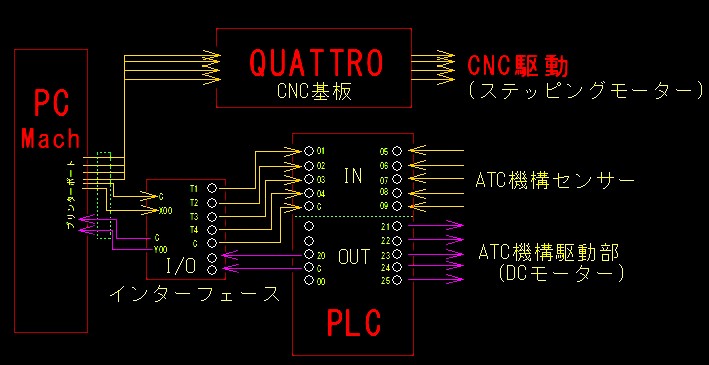
�@�\��������(��������)���Ƃł��̂ŁA����ł͂����̋@�\���ǂ�����ē����������l���Ă݂܂��傤�B �{����CNC�𒆐S�Ƃ����l�����ł���ΐ���̑S�Ă�PC(�p�\�R��)���ōs���ƌ����������ɂȂ邩�Ǝv���܂��B ���E�E�E�������c�O�Ȃ��玄�́A����҂̊F�l�Ɠ�����PC�ł̐����g�ވׂ�[�}�N��]���X�̒m��������܂���B �܂��S�Ă̐����PC���Ɉˑ����Ă��܂��ƁA���䎩�̂����ꂼ���CNC�@�B�ŗL�̐�������ƂȂ�ėp���Ɋ|���Ă��܂��\��������܂��B ������w���̓}�V�j���O�Z���^�������E�\�z���鎖���o���܂������E�E�E���̈Ⴄ���̕��ɂƂ��Ă͉��痬�p���������Q�l�ɂȂ�Ȃ����́E�E�E�x�ƁE�������ɂȂ��Ă��܂��܂��B ����ł͎��̈Ӑ}���鎖����傫���O��Ă��܂��܂��̂ŁA��J���Ď����}�V�j���O�Z���^�����Ӗ����Ȃ��Ȃ��Ă��܂��܂��B �����ō����[ATC]������Ɨ���������ɂ��đ��̋@�B(CNC)�ɂ����u�̎�̕ύX�œ]�p(���p)�\�Ȃ悤�ɍl���܂��傤�B ���ׂ̈ɂ�[ATC]�����̐�����p�̃{�[�h(���)��APC�̑��݂Ȃǂł͂Ȃ���ʓI�ň����ɓ���\��[PLC](�v���O���}�u���R���g���[���[)���ʏ̃V�[�P���T�[�ɓƗ������ĕ��S�����鎖�ɂ��܂��傤�B ����ŕW����CNC�ɂ����܂ł��v���X���Ō�t�ł���[ATC]�������ł��A�F�����CNC��[�}�V�j���O�Z���^]�ɑ��ς�肷�鎖�ł��傤�B [PC]��[CNC���]��[ATC���䕔]�̎�荇��(�������S)�����}�ɓZ�߂Ă݂܂��傤�B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �y�@����@��̍\���@�z | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
�`���ł������������܂����悤�Ɋe����@��̖������S�m�ɂ��܂��B
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �y�@���u�̓���@�z | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
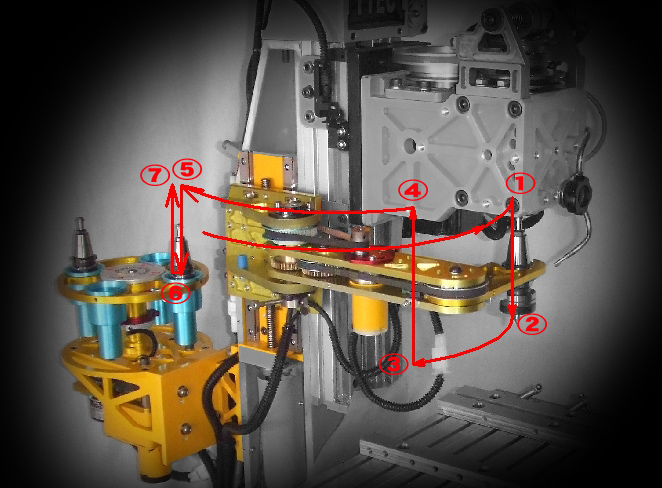
| ����ł͊e����̖������S�����܂�܂����̂� ���ۂ̑��u�̓�����e�@�\�̃X�e�[�W�ŏڂ����q�ׂ܂�����������x���K���Ă݂܂��傤�B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [�s�v�c�[���z���_�[�̎��O��] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �܂���[�c�[�������M��]���ăc�[�������O�����[�����铮����m�F���܂��傤�B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [�}�K�W���̃c�[���Z���N�g] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �}�K�W���̕K�v������l���Č��܂��傤(�c�[���̃Z���N�g��A�[���ւ̃c�[���S���Ǝߕ�����{����) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �@[�c�[���̃Z�b�g�@] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �V�����c�[���̎厲�ւ̃Z�b�g����{���� | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
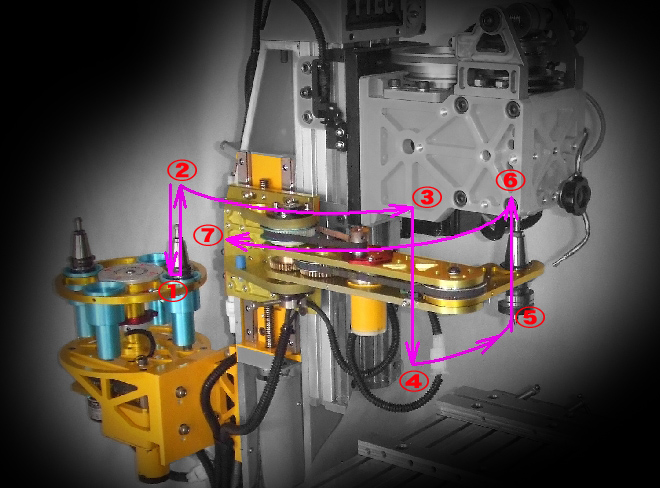
�y���̑��̕K�v���쓙�l�����ׂ��_�z �@�@�@��L�̊�{����ɉ����ĉ��L���������䎖���ɓ���Ă����Ȃ���Ȃ�܂���ˁB�@�@(^_^;) �@�}�K�W����[��P�[�X]���o �s�v�c�[��(���O���c�[��)�̋�P�[�X���K���A�[���ɂ����[�ʒu�ɗ��Ă���Ƃ͌���܂���B ��ƊJ�n���ɉ��炩�̗��R�ɂ��蓮�ɂ��D�݂̃c�[��������厲�ɃZ�b�g����ꍇ���z�肳��܂��̂ŁA���[�O�ɂ͕K��[��P�[�X]�����o���āA���̃P�[�X������̈ʒu�ɃV�t�g���Ă����Ȃ���Ȃ�܂���B �@�G���R�[�_�[�ɂ�錴�_���o �c�[��������p�ɂɍs���ƃ}�K�W���̑���]�ɂ���~�ʒu�̌덷���ݐϓI�ɒ~�ς���Ă䂭�����l�����܂��̂ŐV�����c�[�����Z���N�g����ׂ̃}�K�W���̉�]�͕K�����_����s���B �ʒu���o�̃G���R�[�_�[��1,000�p���X�Ȃ̂�PLC�̍����J�E���^�[�[�q(X00)���g�p�����̓t�B���^�[�̒������s���B �@�u���[�L�̐��� �}�K�W���̉�]��~���̓u���[�L�ɂ���~�ʒu���x�����コ����B �A���c�[���̔����������̓c�[���ɒǏ]����悤�Ƀu���[�L�͊J������B �@�厲�ʒu�̌��o �厲���@�B���_�̈ʒu�ɑޔ��������̂�ATC�̓����������B �R�����̃g�b�v�Ƀ}�C�N���X�C�b�`�����t���Ď厲���ŏ㕔(�@�B���_)�ɓ��B�����������o���܂��傤�B ���݂�CNC��Z�����_�X�C�b�`(�t�H�g�}�C�N���X�C�b�`)�Ƃ͕ʂɓƗ����������Ƃ���܂��傤�B  �@�蓮���� �O�t���X�C�b�`�ɂ��蓮�ɂ��ATC��P�Ɠ���\�Ƃ���B PLC�̓��͒[�q��PC����̐M�������ڑ�����܂����A����ƕ���Ƀc�[���ԍ����ɃX�C�b�`��t���Ēu���܂��傤�B �둀���h���ׂɃX�C�b�`�̃R�����ɁA������X�C�b�`�����Ď蓮����̋��ƒ�~��I���ł���悤�ɂ��܂��傤�B �����PC��CNC�������オ���Ă��Ȃ��Ă��P�Ƃ�ATC�삳����܂��ˁB  |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �y�@PLC�̋@��I���@�z | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
��L�ő��u(ATC)�̓���������悻���܂�܂����̂ŁA����ł�[PLC]�̋@��I�������܂��傤�B �܂��̓��[�J�[�ł����g�����ꂽ�@�킪����A���̃��[�J�[�ŗǂ��̂ł����E�E�E�E �{���͎��̐�����������\���グ�܂���[����]���X�Ȃ̂ł����E�E�E�E(^_^;)�@�E�E�E�E ����͂����܂Ŏ��̎����ł������ݍ����ň�ԃ��W���[�ȃ��[�J�[��[�O�H]�ł��̂ʼn��炩�́E������݂��Ȃ���Ζ���������[�O�H]�ɂ���ׂ��ł��傤�B ����͒P�Ƀ��W���[���ƌ������R�����ł͂Ȃ�PLC���̂̎������i�������ł��鎖�ƁA�V�[�P���X�v���O�����̊J�����������Ă���PC�ł̓��͂ɂ������p�\�t�g���̔����i��10�����~�Ƃ���Ă��܂������ۂɂ̓R�s�[�łő����o����Ă���A�܂����[�J�[��̔��X�ɃR�l������Ƒ���Copy���Ă��炦��\�������鎖���I���ɂ�����ő�̗v���ł��B ���ɁA����҂̕��Ɏ���Ă�[�O�H]�ł���ΕK���߂��ɋ����Ă�������������吨���鎖���d�v�ȗv�f�ł��ˁB ���L��[�O�H]�́yGX Developer�z�Ƃ����V�[�P���X�v���O�����̊J���y�ѓ��o��(�������݁E�ǂݍ��݁E���j�^�[)�\�t�g�ŒN�ł������I�ɑ���ł���D����̂̃\�t�g�ł��B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �܂��V�[�P���X�v���O�����̓��ׂ͂̈�[PC]��[PLC]��ڑ�����P�[�u����[�x�m�d�@]���ł�4�`6���~�����܂���[�O�H]�̕��͎������i��1���~�O���USB�ڑ��̕�����ɓ���܂��B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
���[�J�[�́A�܂��͗ǂ��Ƃ��āE�E�E�@��̌���ɂȂ�܂����傫�ȑI�����ɂ�PLC��[����]��[�o��]�̓_��������܂��B ���R�A�e�_���������Ȃ�Ɖ��i�������Ȃ�܂����傫��(�O�`���@)���傫���Ȃ�܂��B �����̊g�����\�������̂ł���A�������������o�͓_���̕���I�����܂��傤�B �c��̑I�����Ƃ��Ă�PLC��[�o��]��[�����[�ړ_�o��]��[�g�����W�X�^�[���ړ_�o��]���E�E�ƁE�������ł��B ����͂����m�̂悤��PLC�̓����Ńv���O������������ɍ��킹�ďo�͂�[ON/OFF]�������ł����A����[ON/OFF]���]���^��[�����[�̐ړ_]�ōs�����E�E�E�Ⴕ����[�g�����W�X�^�[]�ɂ���čs�����̈Ⴂ�ł��B �D�݂�����܂����E�E�E����̏ꍇ�́A�ǂ���łȂ���Ȃ�Ȃ��E�ƁE����������͂���܂���B �����������I�ɂ�[�g�����W�X�^�o��]�̕��̕����f�R�L���ł��傤�ˁB |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
������ɂ��捡��̐���ɕK�v��[���o�͓_��]�𐔂��Ă݂�ׂɉ��L�̗l�ȕ\�ɂ܂Ƃ߂Ă݂܂��傤�B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
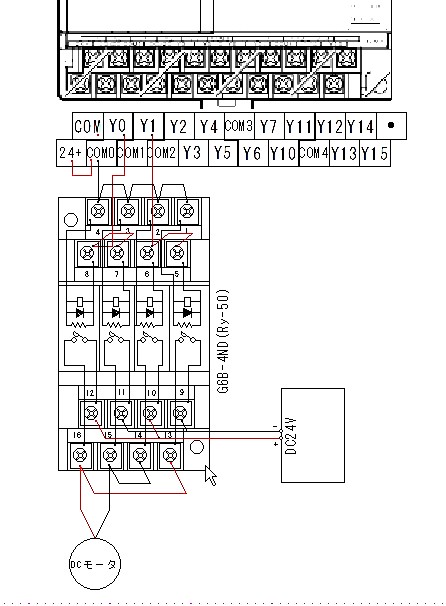
�������A�����Œ��ӂ��K�v�Ȃ͈̂��DC���[�^�[�𐳓]/�t�]������ׂɂ͓��R�ɐ���ς���ׂ�4�g�݂̐ړ_���K�v�ɂȂ�킯�ł�����ʓI�ɂ��_�C���N�g��(����PLC�̐ړ_���g����)ON/OFF���鎖�͂Ȃ��p���[�����[����ē��삳���܂��B ����͏��^��PLC�̐ړ_�ŋ쓮�ł���e�ʂɂ͐���������(1�`2A���x)�A�܂��Z�����̃g���u����PLC���Ȃ����ł���܂��B �����Ȃ�Ή��}�̂悤�ɊO�t���̃����[�̃R�C���݂̂�PLC�ɂ���ăh���C�u����킯�ł��̂ŁA���̏ꍇ�̕K�v�o�͐ړ_����2�ƂȂ�킯�ł��B ���}��[Y0]��������[Y1]��ON���邱�Ƃɂ�胂�[�^�[�ɂ�����d���̋ɐ�����������ւ��܂��B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
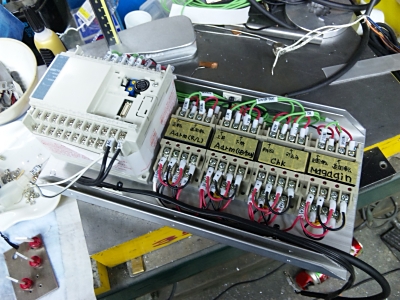
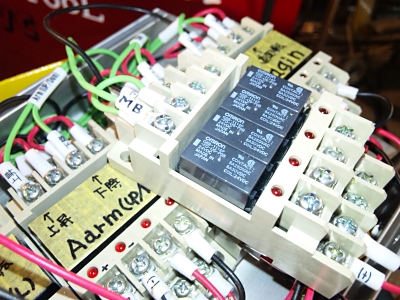
| ���摜��PLC�ƃ����[���j�b�g�̑g�ݍ��킹�ł��B | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �yPLC(�V�[�P���T)�[�q���t�\�z | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
�����[����](���~�b�g�X�C�b�`��t�H�g�}�C�N���X�C�b�`�̐�)��16�_��[�o��](���[�^�[�쓮�M����\���m�C�h�Ȃ�)�̓_������11�_�Ȃ̂�����܂��ˁB |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
��q�̏��X�̑I�����ɂ�荡��͉��}��[�O�H]�yFX1S-30MR�z(�����[�o��)���g�����Ɍ��肵�܂��傤�B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| �y�@PLC�̃v���O�����@�z | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
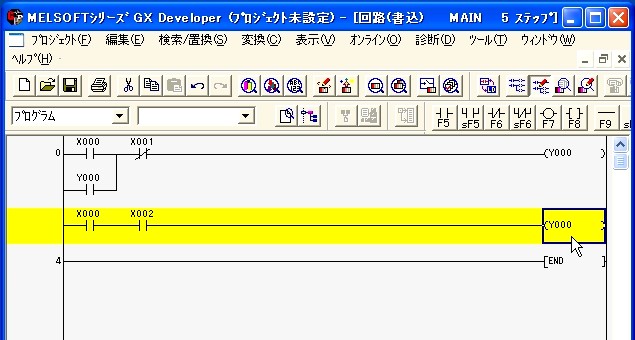
����ł͏�q�̓�������ɍ��킹��PLC�̐���v���O�������l���Č��܂��傤�B �@�@�@�@�����`�ƁE�E�E�E���̑O�Ƀv���O�������������肵�܂��傤�B �y���_�[�V���{���ł̃v���O���������z PLC�̃v���O�����ɂ��Ă͈�ʓI�ɂ̓����[�V�[�P���X�̃V���{���ɑΉ������A�k�c�A�`�m�c�A�n�q�Ȃǂ̖��߂�p�������̂������[�V���{�������ƌ������݂͏�q�����yGX Developer�z���̃\�t�g���g��PC��ʏ�Ń��_�[�}����͂��鎖�ɂ��s���悤�ł��B ���}�́yGX Developer�z�̉�ʂł���A���삳���������͋@��ɑ���X�C�b�`���̓��͏��������j���[�o�[�ɂ���A�ړ_��B�ړ_��AND(����)�Ⴕ����OR(����)�ɔz�u���邾���Ńv���O�����͂ł��Ă䂫�܂��B ���������ӂ��Ȃ���Ȃ�Ȃ���������܂��B ����́A���̈�ʓI�ȕ����̓��_�[�ɏ����ꂽ�V�[�P���X�͏�ɓ����Ɏ��s����܂��̂�(�����ɂ̓T�C�N�����ԓ��ɏ���ǂ��Ăł�����ʓI�ɂ͓����ƍl���܂�)���}�̂悤��X000�̐ړ_��ON�����Y000���o�͂���AY000�̎����̐ړ_�ɂ�莩�ȕێ���������X001�����܂ŏo�͂𑱂���Ƃ������P���ȉ�H�Ȃ̂ł������̍s�̉��F�̃��C���̂悤�ɓ��͐ړ_(X)�͂�����ł��d���g�p���ł��܂����o�͐ړ_(Y)�͂������ďd�����鎖���ł��܂����E�E�E�E������O�̎��ł����A�ӊO�Ƃ��̎����E�B�[�N�|�C���g�ɂȂ�ꍇ������܂��B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
�ySFC�ɂ��v���O���������z ���̑���PLC�̃v���O���~���O�`���Ƃ����r�e�b(�r�d�p�t�d�m�s�h�`�k�@�e�t�m�b�s�h�n�m�@�b�g�`�q�s��ԑJ�ڐ})�ƌ�����������܂��B ����͊ȒP�Ɍ�����[�H�����i�^]�̃v���O���~���O�`���ł����̏�����(�ڍs����)���������ď��߂Ď��̍s�̃v���O�����̎��s�Ɉڂ�ƌ��������̂ł��B ���Ȃ킿���}�̗�Ƃ��ďグ��Βi�K�I�Ɉ�̃��[�^�[���^�]����������ꍇ�ɂ̓X�C�b�`��[�����w��]�������[�o�͕�1]�Ƃ��ă��[�^�[1����]�����A����ʒu�Ń��~�b�g�X�C�b�`����ON����Β�~�������̃v���O�����̏����ɏ]���A������̃��~�b�g��ON����ƍēx�������[�^�[1����]���n�߂�B ���ɉ����̈ڍs�����ɂȂ�X�C�b�`��ON����ƍēx���[�^�[1�͉�]����B ��肭�����ł��܂��A���̂悤�Ɉꌩ�P�������Ɍ����铮������ł���q��[���_�[����]�Ńv���O��������ƂȂ��[��d�R�C��]���g���܂���̂ňӊO�Ɩʓ|�ł����A����SFC(�H�����i)�`���ł���[��d�R�C��]�ƌ����T�O������܂���̂�[�X�C�b�`���������烂�[�^�[1����][���~�b�g�Ŏ~�܂��������̖��߂͑S���Y���!]������[���̃X�C�b�`����������ēx���[�^�[1����]�E�E�E�E�Ƃ�������Ɉ��������߂�ꂽ�H������i���Ȃ���i��ł䂭�ƌ������`���Ō��ݎ��s���̃u���b�N�ɏ������܂ꂽ�����ȊO�̑��̃u���b�N�ɏ������܂ꂽ�����͈�ؖ������܂��̂ŏo�͂͂�����ł��d���ł��܂��B ����ł��Ɠd�C�����ȋ@�B������ł����ۂ̓�������Ȃ��璼���I�Ƀv���O�������g�߂�̂Ŕ��ɕ֗��Ȃ̂ł����E�E�E�E�ʏ�̃��_�[�V�[�P���X�ɓ���݂̐[�����ɂ́A�̂���L������ɂ��S�炸�E�ǂ�������t���ɂ������y�͍�����ł��ˁB |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
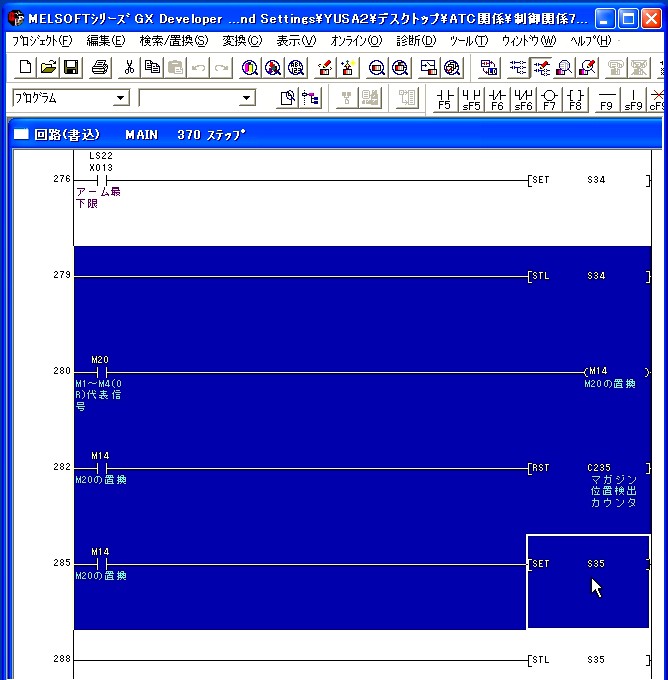
| �ySTL(�X�e�b�v���_�[)�ɂ��v���O���������z ��q�����y���_�[�V���{���z��ySFC�z�̊e�v���O���������ɂ͓��R�꒷��Z����܂����A�����̒����݂̂����������ySTL�z�ł��B ����͓d�C������(���䉮����)������݂́y���_�[�V���{���z�ŁA�H�����i�ł���ySFC�z�̋@�\���g�����ƌ����D�ꕨ�̕����ł��B ������[��d�R�C��]��OK���䂣�`���ł��@�@�R(^�B^)�m �ȒP�ɐ������܂��Ə]���ǂ���y���_�[�V���{���z�ŃV�[�P���X�v���O������g�ޖ�ł����A�]���ʂ�̋L�q�̕����́y���_�[�V���{���z�Ƃ���e���͏����ɂ��o�͓͂������s��������܂��B �E�E�E�E�E���E���_�[���ɏ�������[STL]��[SET]�ő��Ȃ��L�q�̕�����[�H�����i����]�ƂȂ�܂��B ���}���ɂ��܂���276�s�ڂ�[X013]��ON����[SET S34]�����s�����Ə��߂Ď��̍s��[STL S34]�`[SET S35]�܂ł̊Ԃɋ��܂ꂽ�s���������s����܂��B [STL S34]�`[SET S35]�܂ł�����������g�̍H���ƂȂ��Ă��܂��B �����������[SET S34]�����s����Ȃ������280�s�ڂ�[M20]�̏����������Ă��A���̏o�͂�[M14]�͓��삵�Ȃ��ƌ������ł��B �܂�285�s�ڂ̎��s�ւ̈ڍs�����ł���[M14]��ON����[SET S35]�֕��i�����Ɛ����[STL S34]�`[SET S35]�܂ł̊Ԃɋ��܂ꂽ�s�̏o�͓���͑S�Ĉ�UOFF�ɂȂ�܂��B ���̂悤�ɊO������̏�����w������ɎI�ɑ҂��āA���̓��͏����ɍ��킹�ďo�͂��Ȃ���Ȃ�Ȃ�������[���_�[�V���{��]�ŏ����Ă�����U�M��������ƈ�A�̌��܂�������������镪���ɂ�[STL]�ŏ����Ă����Ηǂ��ł��傤�B �@�@�@�@�@�ƁE�E�������ō���͂��̕���(��@)�Ńv���O������g�݂܂��傤�@�@�R(^�B^)�m |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| PLC�̃v���O���~���O���������肵���Ƃ���ŁA���悢��v���O������g�݂܂��傤�B ���̓��얈�ɐ������Ă��Ă͓������܂��̂Ŏ��ۂ̃v���O���������L�ɃA�b�v���Ă����܂��̂ł��Q�Ɖ������B �@�@�@�@�����炩�灨�@ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
����ɂ��Ă͗v�_��Z�߂܂����������s���̓_���L��܂����炲�e�͉������B ���Đ�����������肵�܂����̂Ŏ��� �����PLC��PC(�p�\�R��)�����ۂɂǂ̂悤��(�n�[�h�I��)�ڑ����邩���e�[�}�ł��B �����҂ɂȂ��Ă��Ă��܂��������A�����ꑧ�撣��܂��̂ŊF�������������Η��������B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||